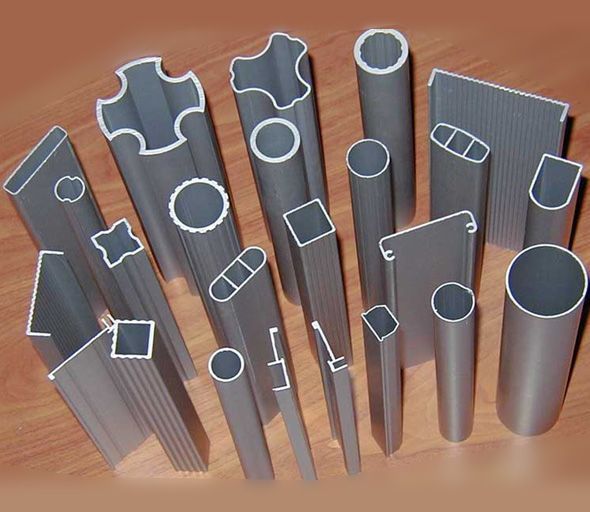
山东鲁航金属制品有限公司是一家专业主营内六角管,内花键精密钢管,椭圆管,精密异型管,异型钢管厂等产品的企业。产品广泛应用于汽车、摩托车、气动、液压、航空、航天等行业。 公司具有多套国内先进的钢管生产及测试设备、严格的监控手段、较强的技术开发能力以及丰富的生产制造经验。我公司生产的钢管的显著特点是高精度、高质量、高光洁度、钢管的内外壁尺寸精密度、机械工艺性能佳,产品广泛应用于汽车、摩托车、电动车的减震、建筑钢材、精密机械加工、精密油缸、电力、船舶、轴承、等以及中低压管材的需求。 本公司是通过ISO9001:2000认证企业。从产品设计、研发、原料采购、生产、销售等全过程严格按ISO9001:2000质量管理体系贯彻运行。以科技创新为本,严细务实,高度重视产品质量,严格实施三级检验制度, 以“品质第一;顾客至上;诚信进取;精益求精;共同发展”为经营理念, 坚持科学发展、绿色发展、和谐发展,不断深化改革,开拓创新,锐意进取,企业综合实力大幅提升。 山东鲁航金属追求的理想和目标——以优异的产品和周到的服务,取得客户认同和满意。在“以质量求生存,以科技求发展”质量方针的指引下,以服务求信誉,以诚信为本,勇于进取,共创大港辉煌,全员参与质量管理工作,不断改进和完善内部质量管理机制,努力提高产...
查看更多










Copyright © 2006-2023 www.qgggxxw.com 山东鲁航金属制品有限公司 版权所有 主营:内六角管,内花键精密钢管,椭圆管,精密异型管,异型钢管厂 鲁ICP备2022021218号-3
网站地图 | XML | 热门城市 | 城市地图 | 城市XML | Rss | TXT地图 | 在线人数:10
 技术支持:博达科技
技术支持:博达科技